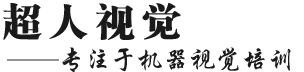
该系统主要由工业相机、镜头、LED环形光源、显示器、PLC、工控pc机、光电传感器、报警装置及图像处理软件等部分组成。
解决方案:
系统运行,光电传感器检测到生产线的运动,将该信号传送到PLC,PLC接收到输入信号,触发工业相机工作,通过镜头的配合采集到待检测产品的图像,并传送到工控pc机。工控pc机通过分析处理软件,根据图像判别出产品是否存在缺陷。若存在缺陷产品,PLC将接收到剔除信号,响起报警装置,提醒工人进行确认。
。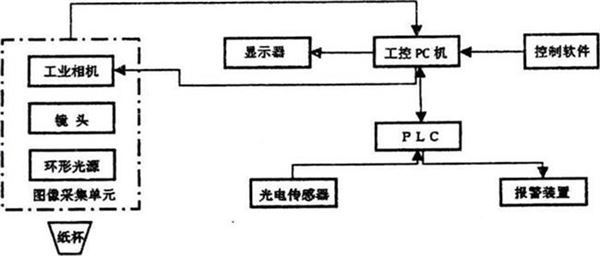
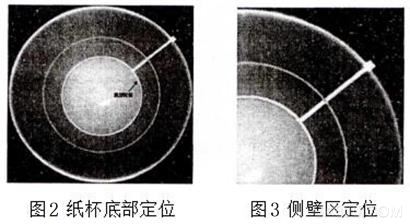
建立ROI区域:由于纸杯本身的构造特点,可以把纸杯划分成3个区域:杯底区域、侧壁区、接缝区。不同区域由于灰度不同,其设定的缺陷检测阈值也会改变。感兴趣区域的设置,可在保证检测区域特征不变的前提下,缩小检测范围,使系统处理时间大大缩短。
定位:选用最小二乘法来拟合圆,结果如图2所示。在完成了圆心定位之后,再利用hough直线检测算法,完成侧壁区接缝的定位。
缺陷检测:将CCD相机进行过曝光调节,得到如图4(c)所示的过曝光图像。然后对曝光后的图像进行扫描,统计扫描区域的灰度值及缺陷像素数是否大于设定的阈值,若大于设定的阈值,则说明产品不合格,将其剔除;反之,则为合格。随后将曝光时间调回原值,进行其他缺陷的检测。
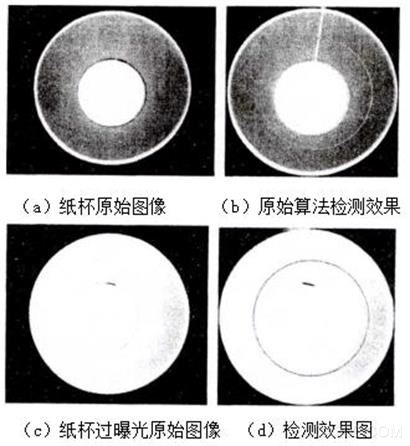
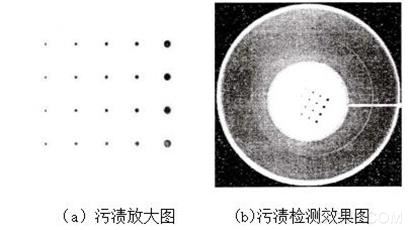
杯底污渍检测:为了提高污渍检测的精度,选取了大小及灰度不同的实验像素点作为待检测的污渍对象置于纸杯底部(若在一定区域内污渍面积和灰度值均达到污渍判定标准,则认为该区域为污渍区)。
联系人:嘉嘉老师
手 机:19928722582
邮 箱:3554436663@qq.com
公 司:超人视觉--机器视觉专业培训--深圳市英超微视科技有限公司
地 址:深圳市龙华区福城街道大三社区金工二路429栋源创云谷
